

 Send Inquiry
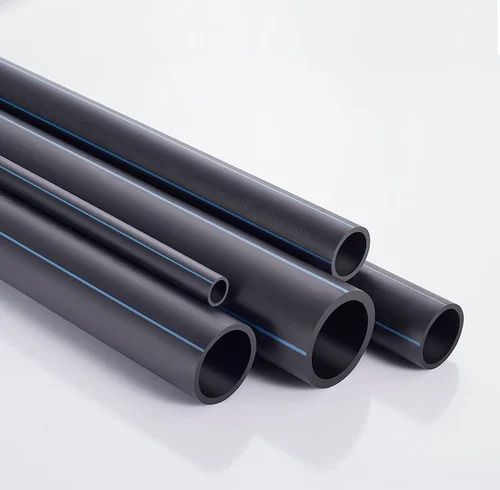
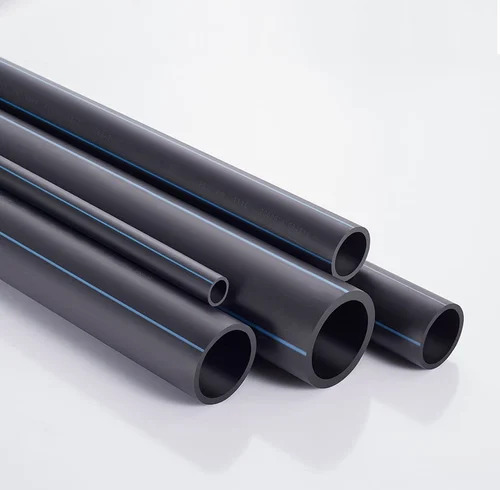
Send InquiryDN200 PN12.5 PE100 HDPE Pipe
Price 1517 INR/ Meter
DN200 PN12.5 PE100 HDPE Pipe Specification
- Feature
- Corrosion Resistant, UV Resistant, Leak Proof, Durable
- Life Span
- 50 Years
- Pressure
- PN12.5
- Application
- Water Supply, Irrigation, Sewage, Industrial Piping
- Product Type
- HDPE Pipe
- Material
- PE100 (High Density Polyethylene)
- Shape
- Round
- Standard
- IS 4984:2016 / ISO 4427
- Connection Type
- Butt Fusion, Electrofusion, Flange Joint, Mechanical Joint
- Length
- 6 m / 12 m or Custom Lengths
- Thickness
- 11.9 mm
- Diameter
- 200 mm (Outer Diameter)
- Weight
- ~9.8 kg/m
- Color
- Black with Blue Stripes
- Hydraulic Efficiency
- High Flow Capacity
- Impact Strength
- High, suitable for underground and exposed installations
- End Type
- Plain, Flanged or Socket
- Chemical Resistance
- Excellent against acids, alkalis, and salts
- Operating Temperature Range
- -40C to 60C
- Internal Surface
- Smooth, low friction loss
- Environmental Impact
- 100% Recyclable
- Density
- 0.95 g/cm3
DN200 PN12.5 PE100 HDPE Pipe Trade Information
- Minimum Order Quantity
- 100 Meter
- Payment Terms
- Cash in Advance (CID)
- Supply Ability
- 5000 Per Month
- Delivery Time
- 7 Days
- Main Domestic Market
- All India
About DN200 PN12.5 PE100 HDPE Pipe
Where and How DN200 PN12.5 PE100 HDPE Pipes Are Used
DN200 PN12.5 PE100 HDPE Pipes are widely used by infrastructure companies, municipalities, and industrial plants. Their prime usage covers water supply, irrigation systems, sewage networks, and diverse industrial pipelines. They are particularly valued for transporting potable water, chemicals, and waste. The robust, sublime construction and high impact strength allow installation in both underground and exposed settings, ensuring longevity and safety in demanding applications throughout India.
Payment Terms, Market Value, and Sample Policy for DN200 PN12.5 PE100 HDPE Pipe
Valuation of DN200 PN12.5 PE100 HDPE Pipes takes market value into account, ensuring competitive and fair pricing. Payment terms typically involve a secure advance or milestone-based drop-off, adjusted to buyer requirements. Sample policy is customer-friendly, with sample pipes available upon request for product assessment before bulk orders. This transparent approach offers both assurance and confidence, allowing you to evaluate quality firsthand before making your investment.
FAQ's of DN200 PN12.5 PE100 HDPE Pipe:
Q: How does the DN200 PN12.5 PE100 HDPE Pipe ensure reliability in harsh environments?
A: The DN200 PN12.5 PE100 HDPE Pipe delivers sublime chemical and UV resistance, high impact strength, and a leak-proof design. Its excellent durability and environmental resilience make it suitable for both underground and exposed installations, even in extreme weather conditions ranging from -40C to 60C.Q: What installation methods are recommended for this pipe?
A: Installation is versatile with options including butt fusion, electrofusion, flange, and mechanical joints. End types can be plain, flanged, or socket, providing flexibility for various project requirements and ensuring secure connections.Q: When can I expect the DN200 PN12.5 PE100 HDPE Pipe to be delivered after placing an order?
A: Delivery timelines depend on order size, customization (lengths), and current market demand. Standard sizes are often ready for prompt dispatch, while custom orders may require additional processing time. Contact the supplier in India for specific lead times.Q: Where can this HDPE pipe be used?
A: This radiant, durable pipe is suitable for water supply networks, irrigation systems, sewage conveyance, and industrial piping-used by public utilities, private contractors, and industries seeking reliable, corrosion-resistant solutions.Q: What are the benefits of using a DN200 PN12.5 PE100 HDPE Pipe over traditional materials?
A: Benefits include high flow capacity due to a smooth internal surface, excellent chemical and corrosion resistance, longer service life (up to 50 years), and a 100% recyclable design, making it environmentally responsible and cost-effective in the long run.Q: How can I evaluate the pipe before making a bulk purchase?
A: A sample policy is available, allowing potential buyers to request sample sections for physical inspection and quality assessment prior to committing to larger orders.



Price:
- 50
- 100
- 200
- 250
- 500
- 1000+

More Products in HDPE Pipe Category

DN200 PN10 PE100 HDPE Pipe
Price 1257 INR / Meter
Minimum Order Quantity : 100
Standard : ISO 4427 / IS 4984 / DIN 8074
Length : 6 m / 12 m (standard) or As required
Material : Other, PE100 High Density Polyethylene (HDPE)
Color : Black with Blue Stripes

DN40 PN8 PE100 HDPE Pipe
Price 43 INR / Meter
Minimum Order Quantity : 100
Standard : ISO 4427, DIN 8074/75
Length : Up to 6 meters (custom lengths available)
Material : Other, PE100 (High Density Polyethylene)
Color : Black with Blue Stripes
DN90 PN10 PE100 HDPE Pipe
Price 258 INR / Meter
Minimum Order Quantity : 100
Standard : IS 4984
Length : 6 meter
Material : Other, PE 100 HDPE
Color : Black with Blue Stripes
DN75 PN6 PE100 HDPE Pipe
Price 121 INR / Meter
Minimum Order Quantity : 100
Standard : IS 4984:2016 / ISO 4427
Length : 6 m or as per requirement
Material : Other, PE100 High Density Polyethylene (HDPE)
Color : Black with Blue Stripes
- Sy.No.16/e,Vill:Chinnaparvatapur, Po & Mdl:Muduchintalapally, Dist:MedchalHyderabad - 500078, Telangana, India
- Phone :07971405879
- Mr Saairaj Motakuri (CEO)
- Mobile :07971405879
-
 Send Inquiry
Send Inquiry

 Send Inquiry
Send Inquiry Send SMS
Send SMS
Developed and Managed by Infocom Network Private Limited.

