

 Send Inquiry
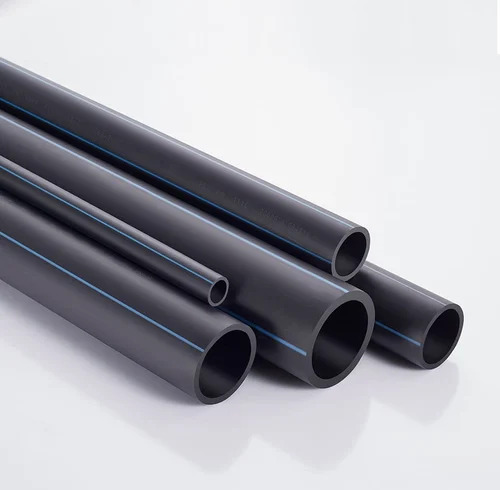
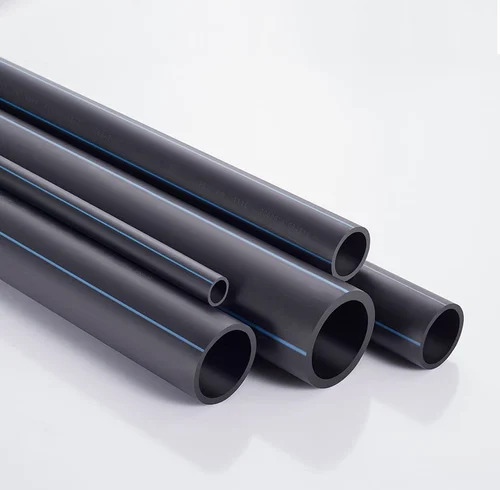
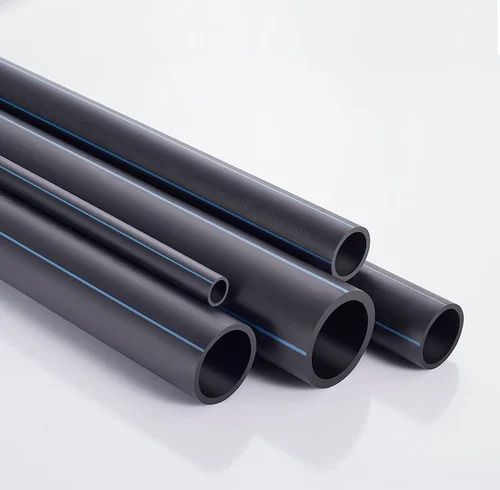
Send InquiryDN75 PN8 PE100 HDPE Pipe
Price 148 INR/ Meter
DN75 PN8 PE100 HDPE Pipe Specification
- Life Span
- 50 Years
- Pressure
- 8 kg/cm2 (PN8)
- Application
- Potable Water
- Product Type
- HDPE Pipe
- Material
- PE100
- Shape
- Round
- Standard
- IS 4984:2016
- Connection Type
- Butt Weld / Electrofusion
- Length
- 6 m / 12 m
- Thickness
- 4.5 mm
- Diameter
- 75 mm
- Weight
- Approx. 1.54 kg/m
- Color
- Black with Blue Stripes
- Media
- Water
- UV Resistance
- Yes
- Usage
- Underground Piping
- Chemical Resistance
- High
- Pipe Form
- Straight Length
- Material Grade
- PE 100
DN75 PN8 PE100 HDPE Pipe Trade Information
- Minimum Order Quantity
- 100 Meter
- Payment Terms
- Cash in Advance (CID)
- Supply Ability
- 5000 Per Month
- Delivery Time
- 7 Days
- Main Domestic Market
- All India
About DN75 PN8 PE100 HDPE Pipe
Discover the latest DN75 PN8 PE100 HDPE Pipe-crafted for reliability and designed for opulent underground water supply systems. Manufactured using pristine PE100 material, this sought-after, high-density pipe offers unmatched UV and chemical resistance, ensuring lasting durability. Its reduced weight and precision engineering simplify installation, while instant checkout secures quick procurement. Available in straight lengths of 6 m and 12 m, this black pipe with blue stripes is your go-to solution for potable water applications, surpassing the highest standards set by IS 4984:2016. Manufactured and supplied across India.
Versatile Features and Applications of DN75 PN8 PE100 HDPE Pipe
The DN75 PN8 PE100 HDPE Pipe boasts advanced features such as robust UV resistance, high chemical tolerance, and an opulent 50-year life span. Tailored for underground water delivery, it supports a pressure rating of 8 kg/cm2-making it ideal for municipal water supply, agricultural irrigation, and industrial processes. Its pristine construction and butt weld or electrofusion connections ensure leak-proof performance. Widely sought-after for both urban infrastructure and rural projects, this pipe guarantees long-term reliability and safe potable water transport.
Packaging, Certifications, and Delivery - Seamless Procurement Experience
Each DN75 PN8 PE100 HDPE Pipe is meticulously handed over in durable packaging designed to prevent any transit damage. Upon placement of a purchase order, customers can expect swift processing and express shipping from a reputable FOB port in India. Backed by the latest IS 4984:2016 certification, this product ensures you receive only authenticated quality. Trust our streamlined packaging and logistics process to deliver pristine pipes, ready for instant underground installation, anywhere across the country.
Versatile Features and Applications of DN75 PN8 PE100 HDPE Pipe
The DN75 PN8 PE100 HDPE Pipe boasts advanced features such as robust UV resistance, high chemical tolerance, and an opulent 50-year life span. Tailored for underground water delivery, it supports a pressure rating of 8 kg/cm2-making it ideal for municipal water supply, agricultural irrigation, and industrial processes. Its pristine construction and butt weld or electrofusion connections ensure leak-proof performance. Widely sought-after for both urban infrastructure and rural projects, this pipe guarantees long-term reliability and safe potable water transport.
Packaging, Certifications, and Delivery - Seamless Procurement Experience
Each DN75 PN8 PE100 HDPE Pipe is meticulously handed over in durable packaging designed to prevent any transit damage. Upon placement of a purchase order, customers can expect swift processing and express shipping from a reputable FOB port in India. Backed by the latest IS 4984:2016 certification, this product ensures you receive only authenticated quality. Trust our streamlined packaging and logistics process to deliver pristine pipes, ready for instant underground installation, anywhere across the country.
FAQ's of DN75 PN8 PE100 HDPE Pipe:
Q: How is the DN75 PN8 PE100 HDPE Pipe typically used in underground projects?
A: This pipe is primarily used for transporting potable water in underground piping systems, benefiting municipal, industrial, and agricultural applications due to its robust chemical and UV resistance.Q: What makes the PE100 material grade a sought-after option for piping?
A: PE100 offers higher strength, exceptional durability, and superior chemical resistance, making it a preferred choice for long-lasting and reliable underground water transportation.Q: Where can the DN75 PN8 PE100 HDPE Pipe be installed?
A: This pipe is suitable for a variety of installation sites, including municipal water networks, agricultural fields, and industrial plants, wherever a secure, high-pressure water solution is required.Q: What is the process for placing an order and receiving the pipe?
A: Simply submit a purchase order, after which the pipe will be carefully packaged and promptly shipped via express services from our FOB port in India for fast delivery.Q: What are the main benefits of choosing this HDPE pipe for potable water applications?
A: Key benefits include a long 50-year lifespan, reduction in leakage risks, resistance to chemicals and UV rays, and full compliance with IS 4984:2016 quality standards.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in HDPE Pipe Category
DN140 PN10 PE100 HDPE Pipe
Price 616 INR / Meter
Minimum Order Quantity : 100
Pressure : PN10
Shape : Round
Application : Cable Protection
Length : 6 meter
DN90 PN6 PE100 HDPE Pipe
Price 172 INR / Meter
Minimum Order Quantity : 100
Pressure : PN 6
Shape : Round
Application : Water Supply
Length : 6 meter

DN200 PN12.5 PE100 HDPE Pipe
Price 1517 INR / Meter
Minimum Order Quantity : 100
Pressure : PN12.5
Shape : Round
Application : Water Supply, Irrigation, Sewage, Industrial Piping
Length : 6 m / 12 m or Custom Lengths
DN90 PN10 PE100 HDPE Pipe
Price 258 INR / Meter
Minimum Order Quantity : 100
Pressure : PN 10
Shape : Round
Application : Water Supply
Length : 6 meter
Contact Us
- Sy.No.16/e,Vill:Chinnaparvatapur, Po & Mdl:Muduchintalapally, Dist:MedchalHyderabad - 500078, Telangana, India
- Phone :07971405879
- Mr Saairaj Motakuri (CEO)
- Mobile :07971405879
-
 Send Inquiry
Send Inquiry

Our Products
 Send Inquiry
Send Inquiry Send SMS
Send SMS
Developed and Managed by Infocom Network Private Limited.

